![]()
![]()
ABOUT
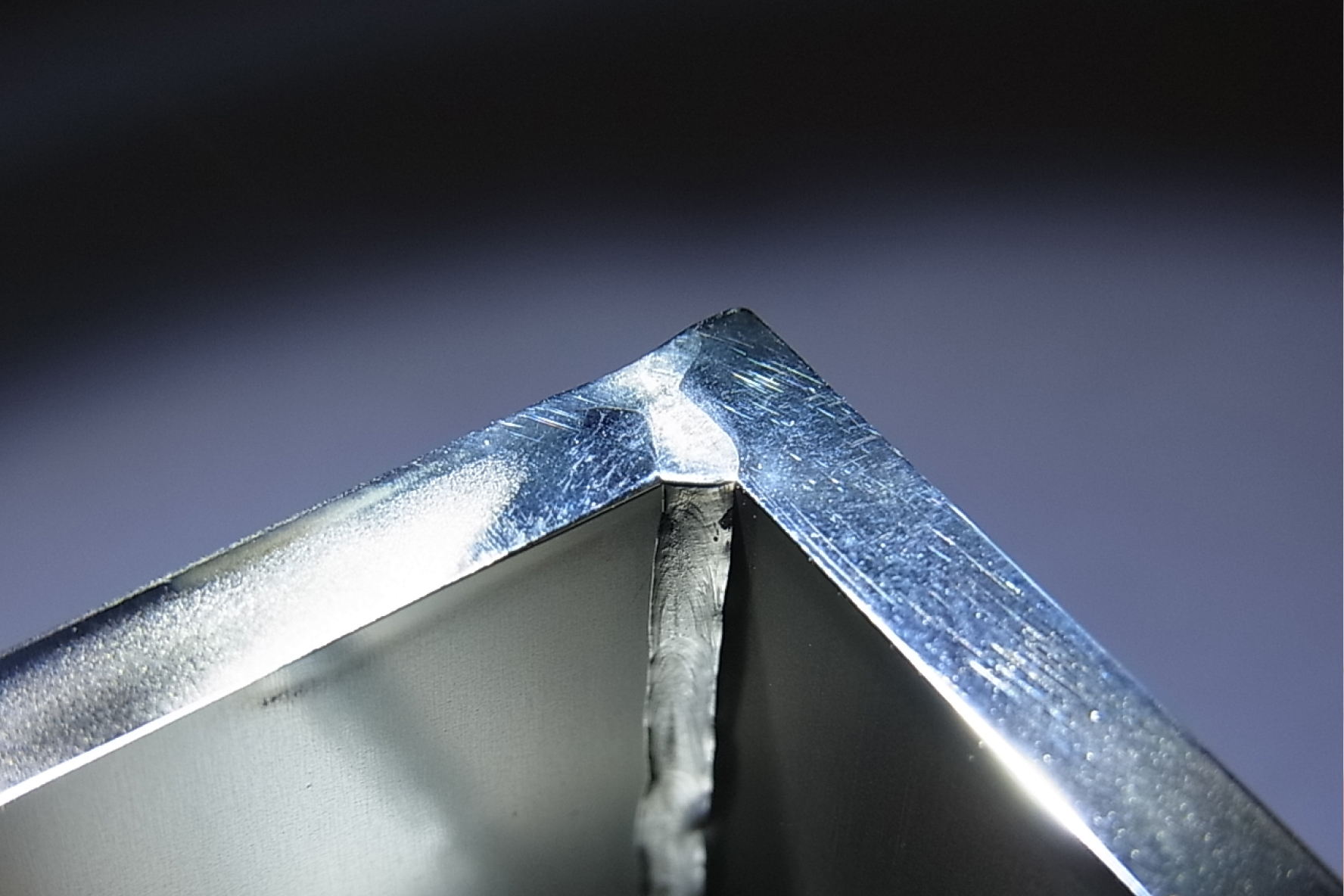
裏波溶接とは、溶接面だけでなく、溶接面の裏側にもビードを出す必要がある場合に使用される溶接方法です。この方法は、内面に液溜りやコンタミ(異物混入)が許されない製品に適用されます。両側(内外面)から溶接が可能な構造であれば、両面からの溶接が容易ですが、閉じられた空間や溶接トーチが届かない面では、裏波溶接を行う必要があります。裏波溶接は、真空機器や半導体製造装置、食品機械などで頻繁に要求される技術です。TIG溶接の場合、溶け込み量が少ないため(1mm~2mm程度)、開先(C面)を取り、2回(2周)以上溶接で盛る必要があります。一方、ファイバーレーザー溶接では、キーホール溶接技術を活用することで、開先を取らずに裏波溶接を実現することが可能です。
FEATURE
USE CASE
水冷配管には、径6mm~25mm程度の小径管の溶接が適用されます。ガス系配管は径6mm~12mm程度のものが多いです。水冷配管は手動溶接で、ガス系配管は自動溶接で対応するのが一般的です。また、ラジエーターの配管(径9mm~16mm)については、当社ではロボット溶接で対応しています。
| 対応材質 | ステンレス、アルミ |
|---|---|
| 最大加工サイズ | 制限なし |
PRODUCT CASE
EQUIPMENT
| 設備名 | 型式 | メーカー | 仕様 | 特長 |
|---|---|---|---|---|
| ファイバーレーザー溶接ロボット | ・FD-V20+V-HF4000 ・FD-A20+V-HF4000 |
ダイヘン/WEL-KEN | 1.3KW | 1.5mm~3mmの板厚を主な対象として活用しています。 ポジショナーとロボットを組み合わせた仕様で、高精度な溶接が可能です。 レーザー発振器には国産品を採用しており、ビーム品質の安定性に優れています。 出力も重要ですが、私たちはそれ以上にビーム品質を重視しています。 |
| ファイバーレーザー溶接ロボット | FD-A20+FO8000-S:ARM | ダイヘン/コヒレント | 8KW | 3mm以上の板厚の裏波溶接時に主に使用していますが、3mm以下でも効率を重視して活用する場合があります。レーザー発振器はEU製で、ビーム品質が安定しているのが特長です。 最大の特長は、2つの異なるレーザー発振器を搭載している点にあります。中心のレーザーと、その周囲を取り巻くリング状レーザーの組み合わせによって溶接を行います。この二重レーザーにより、溶接品質の安定化とスパッタの抑制を実現しています。 |
| ファイバーレーザー溶接機 手動 | ・V-HF1500 ・V-HF2000 |
WEL-KEN | 0.5KW | 板金系の薄物溶接に活用しています。手動で対応できるため、多品種少量生産や複雑形状のワークにも柔軟に対応可能です。 |
| TIG溶接ロボット | ・FD-V6LS+DA-300P ・FD-V6+DA-300P ・FD-V8L+WELbeeA350P ・FD-V20A+WELbeeA350P |
ダイヘン | 最大出力350A、 高精度パルス制御 |
レーザー溶接機やTIG溶接機と連動させ、ロボット溶接を実現しています。現在、溶接用ロボットは8台を保有しています。 |
| TIG溶接機 | ・デジタルアルゴ DT300PⅡ ・デジタルアルゴ DT300PⅢ ・DA300P ・Welbee A350P |
ダイヘン | 最大出力350A、 高精度パルス制御 |
気密が求められる精密な溶接に使用しています。 |
| TIG溶接機 | ・MT-200FDP ・MT-200DP |
マイト工業 | 最大出力200A、 直流専用 |
主に仮付け溶接などに使用しています。 |
| TIG溶接機 | YC-300BP4 | Panasonic | 最大出力300A、 パルス溶接対応 |
交流電源も使用可能で、アルミ溶接にも適しています。 |
| 円周自動溶接機 | M200 | スウェージロック | 最大出力200A | Φ3.18~Φ12.7までの配管の自動溶接が可能です。ガス系配管の精密な溶接に使用しています。 |
スクロールしてください
FAQ
溶接裏面に均一なビード(波)を形成し、完全な溶け込みを実現する高難度の技術です。
配管・圧力容器・真空装置など、内外面ともに高品質を求められる部品に採用されています。
熟練溶接士による手動溶接と、条件データのデジタル管理を組み合わせています。
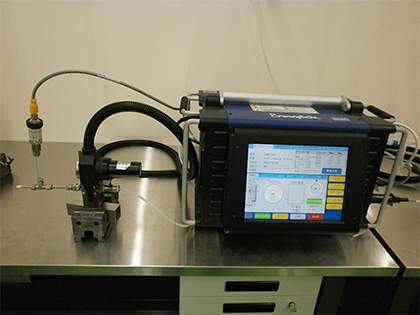
初回は破壊検査により確認。繰り返し生産時はファイバースコープ等で確認します。場合により非破壊検査も実施します。
裏波形成により溶接内部まで完全に溶け込み、漏れやクラックを防止します。
BLOG
CONTACT
お問い合わせはこちら